Send us your feedback
Here you can send us feedback on the Maxess-website. Please describe the problem or what’s missing in a clear way, and on what page you found the issue. Thank you so much for your help!
A greener laser welding process
A collaboration of the laser specialist Trumpf, the Fraunhofer Institute for Laser Technology (ILT), the Chair of Laser Technology at RWTH Aachen and Hereon used X-ray videography at PETRA III to find a better for the Laser welding process of copper metal-ceramic welds in electrical vehicles.
On the lookout for a better laser light
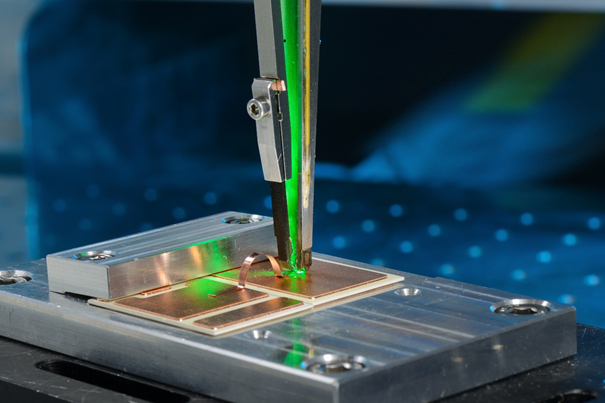
Electromobility poses major challenges for laser technology. Copper is the most important material for the manufacturing of core e-mobility components. A key process is the welding of copper onto metal ceramic substrates: on thin copper layer on top of a ceramic plate, another copper piece is welded onto the top copper layer. These parts of the power electronics are used in high voltage surroundings like the battery as conductive connectors and hence need to be produced reliable and durable. Further such copper layer should be as thin as possible, the welding as fast as possible, and the laser should not interfere with the ceramic substrate to optimize the laser welding process.
Cooper, a non-ferrous metal, absorbs only about 5 percent of laser radiation in the near infrared range (NIR) and conducts heat very well. Both of these properties lead to considerable problems when welding: non-optimal weld depth, pore formation and spill development. The processes are therefore under scrutiny. In addition to NIR lasers, TRUMPF also has lasers with green wavelength in its product range, which could be better suited for copper laser welding.
Videotaping the welding process with X-rays
To study the effect of the wavelength of the laser radiation on the welds the team used the method of x-ray videography. The welding laser is impinging from a top onto the sample and the synchrotron radiation transmits the sample from the side through the welding region onto a scintillator. Due to the radiation the scintillator begins to glow. This glow is then captured with a high-speed camera to produce videos of the welding process in high spatial and temporal resolution.
While conventional methods would only observe the plasmas electromagnetic emissions, the brilliant synchrotron radiation allowed the collaborators to investigate inside the melt and the melt dynamics. Over one hundred experimental runs with the NIR and green laser were used to make videos of the welding process, to study pore and splatter formation in the weld joints. Also, the effect of heat on sensitive electronic parts in the vicinity of the weld was of interest.
The experiments at PETRA III showed how to improve copper on metal-ceramic substrate welds, a crucial process in the production of e-vehicles. By using a green laser, the welding process is optimized, due to the better absorption of green wavelengths by copper. The melting point of copper is reached faster, leading to a faster and more controllable welding process. Welding now requires less lasing power and produces fewer rejected welds, saving energy and raw resources for manufacturers.
Contact Partners
Case Details
Fraunhofer Institute for Laser Technology, HEREON, DESY
P07 – High Energy Materials Science Beamline (HEMS)